Cuve de rétention modulaire
La gestion des effluents et des produits dangereux est un enjeu majeur pour les sites industriels, logistiques ou de maintenance. Les cuves de rétention intégrées à un bâtiment modulaire offrent une solution efficace pour prévenir les fuites et protéger l’environnement, tout en répondant aux obligations réglementaires.
Grâce à leur conception sur mesure, ces installations s’adaptent à la nature des produits stockés, à l’environnement du site et aux flux opérationnels. Elles s’intègrent idéalement dans des espaces de stockage, de préparation ou de maintenance, renforçant les dispositifs de prévention et de maîtrise des risques. Flexibles et évolutives, elles permettent une adaptation rapide aux changements d’activité ou aux nouvelles contraintes réglementaires. Elles garantissent également une sécurité optimale pour le personnel et les infrastructures, dans une logique de conformité et de durabilité.
Qu’est-ce qu’une cuve de rétention en bâtiment modulaire ?
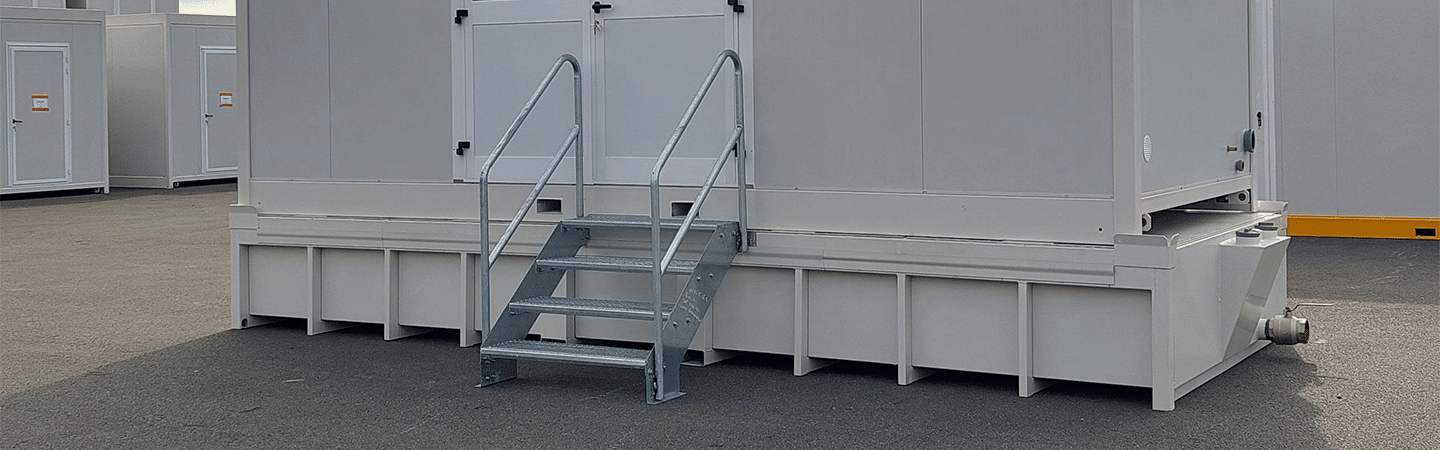
Une cuve de rétention en bâtiment modulaire est un dispositif étanche conçu pour contenir temporairement des liquides polluants ou inflammables en cas de fuite ou de déversement. Placée sous ou à proximité immédiate des zones de stockage, elle empêche toute contamination des sols ou des réseaux. Dans sa version modulaire, la cuve est intégrée dès la conception du bâtiment, avec un dimensionnement précis, des matériaux résistants aux substances stockées et des équipements de sécurité adaptés. Cette approche garantit une conformité réglementaire immédiate et une mise en œuvre rapide sur site.
Différents types d’usages des cuves modulaires
Les cuves de rétention intégrées à un bâtiment modulaire peuvent répondre à des besoins variés selon la nature des activités et des produits manipulés. Leur flexibilité de conception permet de couvrir un large spectre d’applications, depuis la simple zone de stockage sécurisée jusqu’aux espaces techniques complexes. Elles sont utilisées aussi bien dans l’industrie chimique que dans la logistique ou la maintenance, avec des configurations adaptées à chaque contexte.
Stockage de produits chimiques
Les cuves peuvent recevoir des acides, solvants, huiles ou autres substances dangereuses, avec une protection renforcée contre la corrosion et les fuites.
Zones de maintenance
En atelier, elles permettent de sécuriser la manipulation de fluides techniques, huiles usagées ou carburants, évitant toute pollution accidentelle.
Espaces logistiques
Dans un environnement de transit ou de préparation, elles garantissent la sécurité des opérations de dépotage et de reconditionnement.
Stockage temporaire sur chantier
En BTP, elles peuvent servir pour des installations mobiles de traitement ou de confinement des liquides, avec une mise en place rapide et un retrait sans impact environnemental.
Cuve de rétention modulaire : une réponse adaptée à des enjeux forts
L’intégration d’une cuve de rétention dans un bâtiment modulaire répond à des enjeux multiples : conformité réglementaire, sécurité du personnel, protection de l’environnement et souplesse d’exploitation. Les solutions Modeal se distinguent par leur conception sur mesure, leur robustesse et leur capacité à évoluer avec les besoins du site.
-
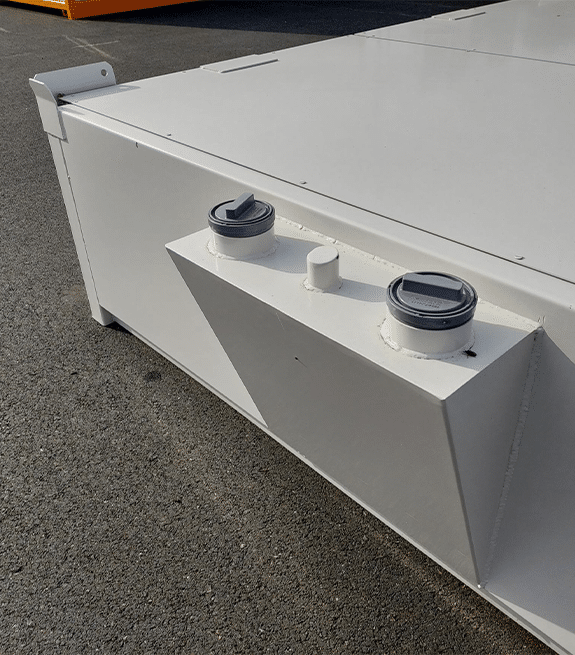
Les cuves assurent la rétention des liquides polluants, conformément aux exigences de l’arrêté du 4 octobre 2010 ou à la réglementation ICPE. En version modulaire, elles sont conçues dès l’origine pour répondre aux volumes requis et garantir une parfaite étanchéité.
-
La gestion des produits dangereux nécessite une protection maximale du personnel et des installations. En cas de fuite, la cuve prévient les écoulements au sol ou vers le réseau, limitant les risques d’accidents et de pollution.
-
L’implantation d’un espace technique avec cuve de rétention en module préfabriqué permet de réagir rapidement à un nouveau besoin ou d’adapter l’installation à l’évolution des flux. Le bâtiment peut être déplacé, agrandi ou rééquipé selon les contraintes.
Donnez vie à votre projet de cuve de rétention modulaire
Besoin de sécuriser un espace de stockage, de préparation ou de maintenance ? Nous concevons avec vous une solution sur mesure intégrant une cuve de rétention parfaitement dimensionnée et conforme aux normes. Notre équipe vous accompagne de l’analyse du besoin à la mise en service, avec une réponse garantie sous 3 jours ouvrés pour évaluer votre projet et vous proposer une solution technique et opérationnelle adaptée.

Processus de mise en œuvre d’une cuve de rétention modulaire
-

Analyse des besoins et du site
Évaluation de la nature des produits concernés, des volumes à retenir et des contraintes réglementaires
-

Conception sur mesure
Dimensionnement de la cuve, choix des matériaux étanches, intégration des équipements et accessoires de sécurité
-

Préfabrication en atelier
Réalisation du bâtiment modulaire et de la cuve selon les normes en vigueur, avec contrôle qualité à chaque étape
-

Installation et mise en service
Livraison, pose du bâtiment et de la cuve, vérification de l’étanchéité, mise en conformité et essais